Em nossa oficina doméstica, temos um torno de metal Jet GBH-1340A com um dispositivo de leitura digital (DRO). Há muito tempo que discutimos a possibilidade de adicionar CNC a ela, pois sem controle computadorizado alguns tipos de peças são extremamente difíceis de produzir com alta precisão. O artigo relata a experiência adquirida neste processo, incluindo erros cometidos e recomendações para evitá-los, e também revela em detalhes todo o processo desde a montagem inicial até o resultado final.
Treinamento
No entanto, abordamos o projeto com algum grau de procrastinação. Desde o início, selecionamos um controlador de VFD de fuso, motores de passo NEMA 34 e drivers de eixo de máquina com base no que encontramos em nossa fresadora Tormach 770. Também encontramos uma placa de interface de porta paralela para controle CNC na internet. Um dos principais critérios para a escolha de todas as peças de reposição era o seu baixo custo, embora no final tivessem que pagar a mais. Como diz o ditado, o avarento paga duas vezes.
Os detalhes chegaram e foram deixados de lado por cerca de um ano devido ao grande número de outros projetos ativos. Só usamos isso ocasionalmente para fazer algumas medições e pensar sobre o posicionamento específico dos motores de passo. A falha repentina do motor do eixo de nosso Jet nos fez voltar totalmente à implementação de nossos planos. Foi então que retiramos todas as peças preparadas e começamos a retrabalhar para valer.
Resumo geral do projeto
Tempo gasto: muitos fins de semana
Dificuldade: avançado
Custo: $ 2.500- $ 2.800
Materiais (editar)
- Máquina para usinagem de metais com dispositivo de exibição digital (DRO);
- Motor trifásico assíncrono Marathon # 145THFR5329 / $ 500, ficou para substituir o motor do eixo queimado;
- - Emerson Commander SK / $450;
- LPT-, C11G CNC4PC.com / $68;
- NEMA 34 (2 .) X- Z-, Model 34HS38-3008S / $110 ;
- (2 .) GeckoDrive G213V / $150 ;
- Linux ( linuxcnc.org). Pentium 4;
- ( ) Roxburgh ;
- - 40″ / $225;
- (4 .);
- (2 .), Tormach 770 ;
- (2 .), , Amazon $5 $50 ;
- , , 24″×16″×10″;
- Interruptores para fonte de alimentação, desligamento de proteção, etc.;
- Fios: 12ga, 14ga e 22ga;
- Relés, interruptores, etc. de peças desmontadas da máquina;
Ferramentas
- Fresadora CNC, fresas de topo, barras de mandrilar, ferramentas de torneamento para usinagem de suportes de motor.
- Furadeira, chaves de fenda, chaves, descascadores de fios, crimpadores, etc.
- Ferro de soldar e estanho.
Todo o processo de reconstrução foi dividido em três etapas:
- Modificação do próprio mecanismo.
- Montagem da unidade de controle.
- Instalação e configuração do PC de controle.
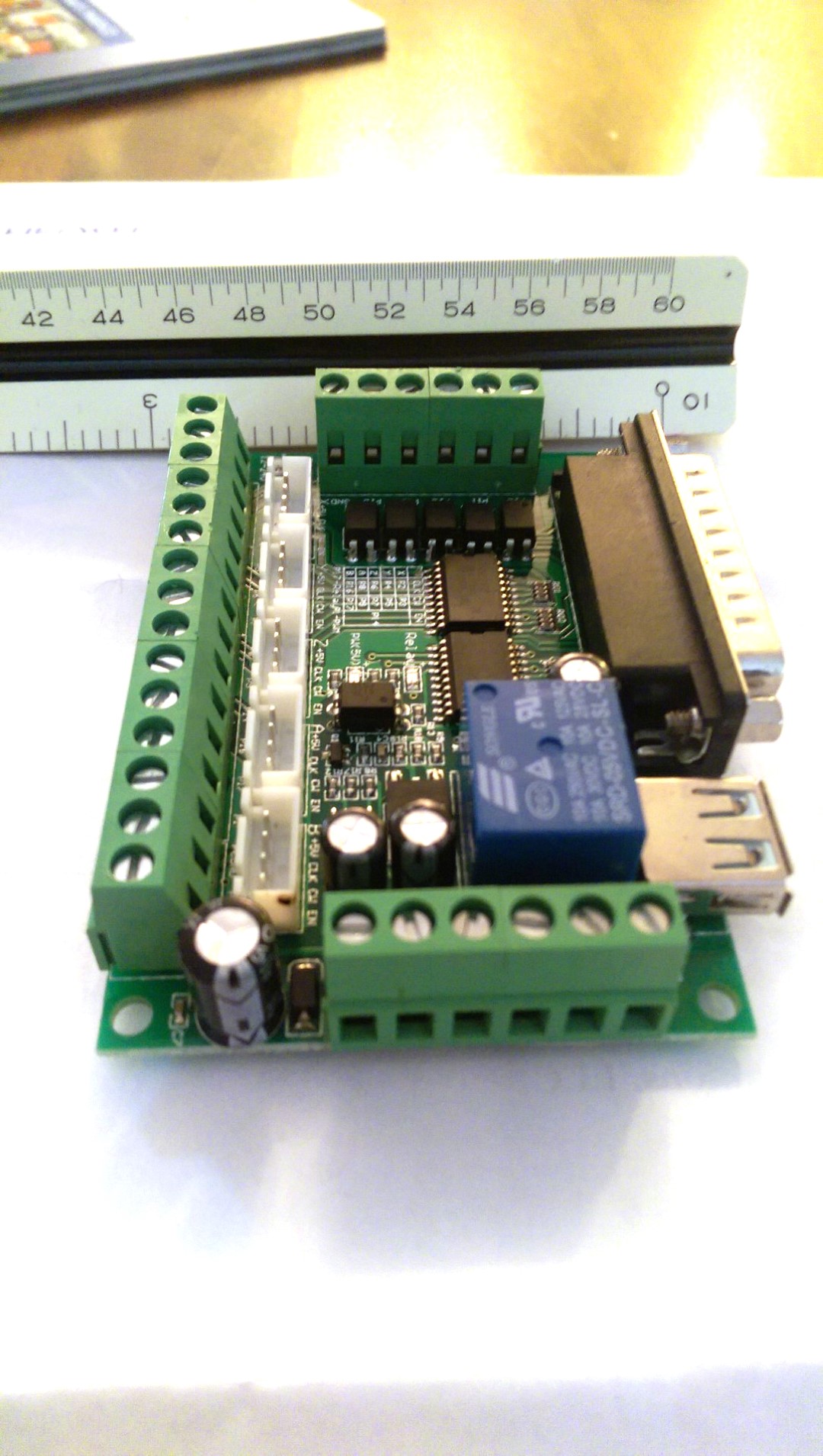
LPT Port Management Board / Interface Board
Modificação da máquina. Parte 1

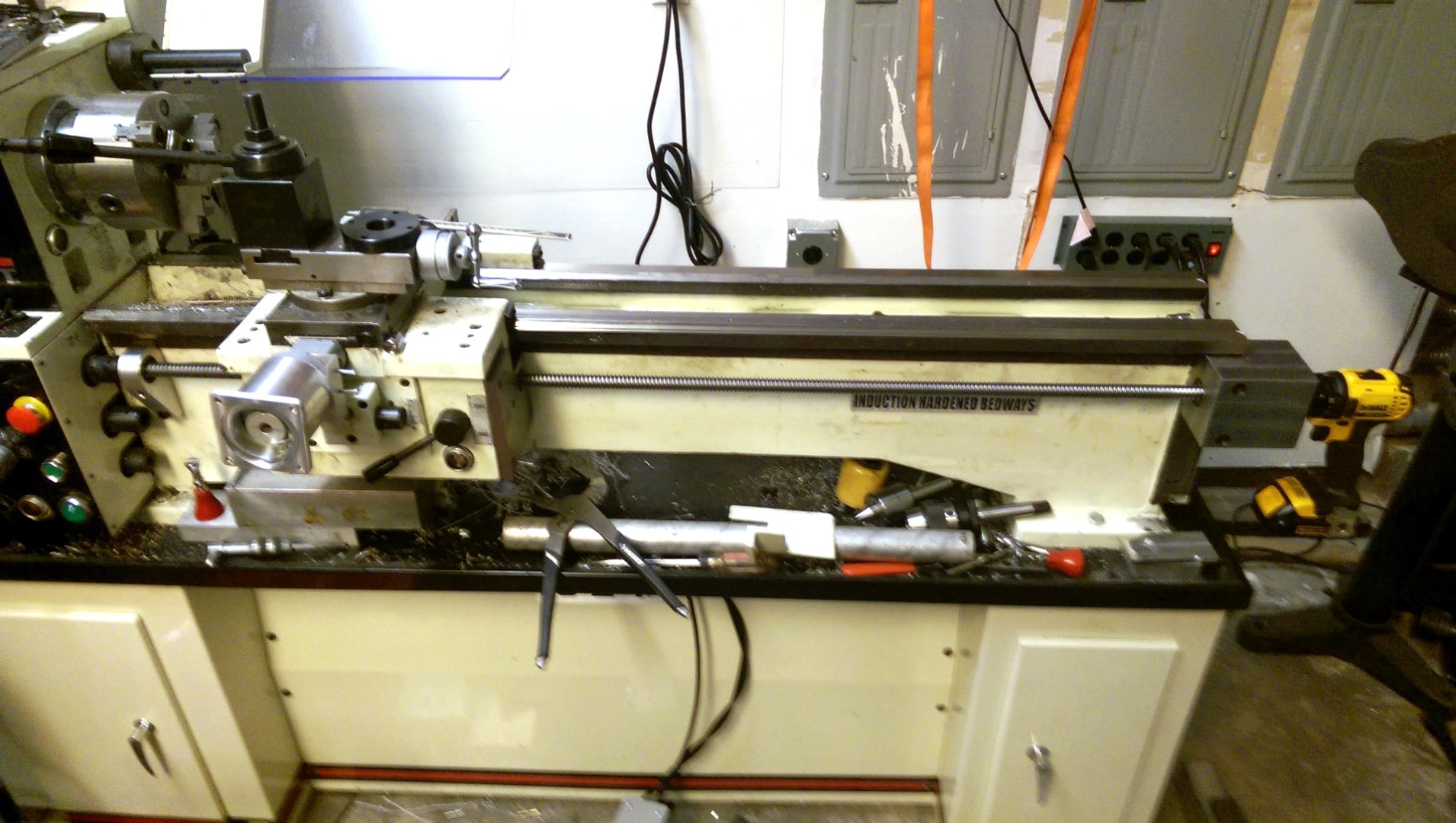
Nossa máquina de 40 "para metal antes da atualização
Esta máquina tem as seguintes características: uma distância entre os centros de 40" e um diâmetro máximo possível da peça de 13 ". Por padrão, a velocidade do fuso é controlada por meio de uma caixa de engrenagens localizada atrás do fuso e acionada por um motor monofásico 230V. A caixa de câmbio não precisou ser trocada; apenas escolhemos as configurações ótimas de transmissão e, a seguir, ao utilizar o CNC, o controle de velocidade já será realizado pelo controlador do conversor de frequência. A falha do motor monofásico original, na verdade, só jogou em nossas mãos, já que substituí-lo por um analógico trifásico nos deu maisum maior grau de controle e possibilitou dobrar a velocidade máxima de rotação possível, que para um motor morto era de 1.750 rpm. A melhor parte é que o conversor de frequência foi capaz de converter 220 V de uma para três fases. A caixa de controle original foi removida da parte traseira da máquina e alguns de seus relés de controle, junto com outras peças, migraram para o novo.

Fresagem do primeiro suporte do motor do eixo Z
O carro segurando as ferramentas de corte assumiu duas opções para controlar seu movimento ao longo do eixo Z. (Em um torno, o eixo Z vai da esquerda para a direita e o eixo X é o eixo de alimentação transversal). Existe um parafuso de avanço principal para corte geral e um segundo parafuso de avanço que gira em sincronia com o fuso de rosqueamento. Ambos os parafusos são acionados por uma única caixa de engrenagens e são usados para mover o carro usando as alavancas de controle no próprio carro. Decidimos remover o parafuso rosqueador e a haste que controla o parafuso de avanço primário. Isso nos permitiu acionar o parafuso de avanço principal usando um motor de passo (SM) localizado na extremidade oposta e preso por polias com uma correia. O parafuso principal só precisava de pouco mais de 50 rotações para mover o carro 1 "e calculamosque dará algum grau de controle sobre a precisão.
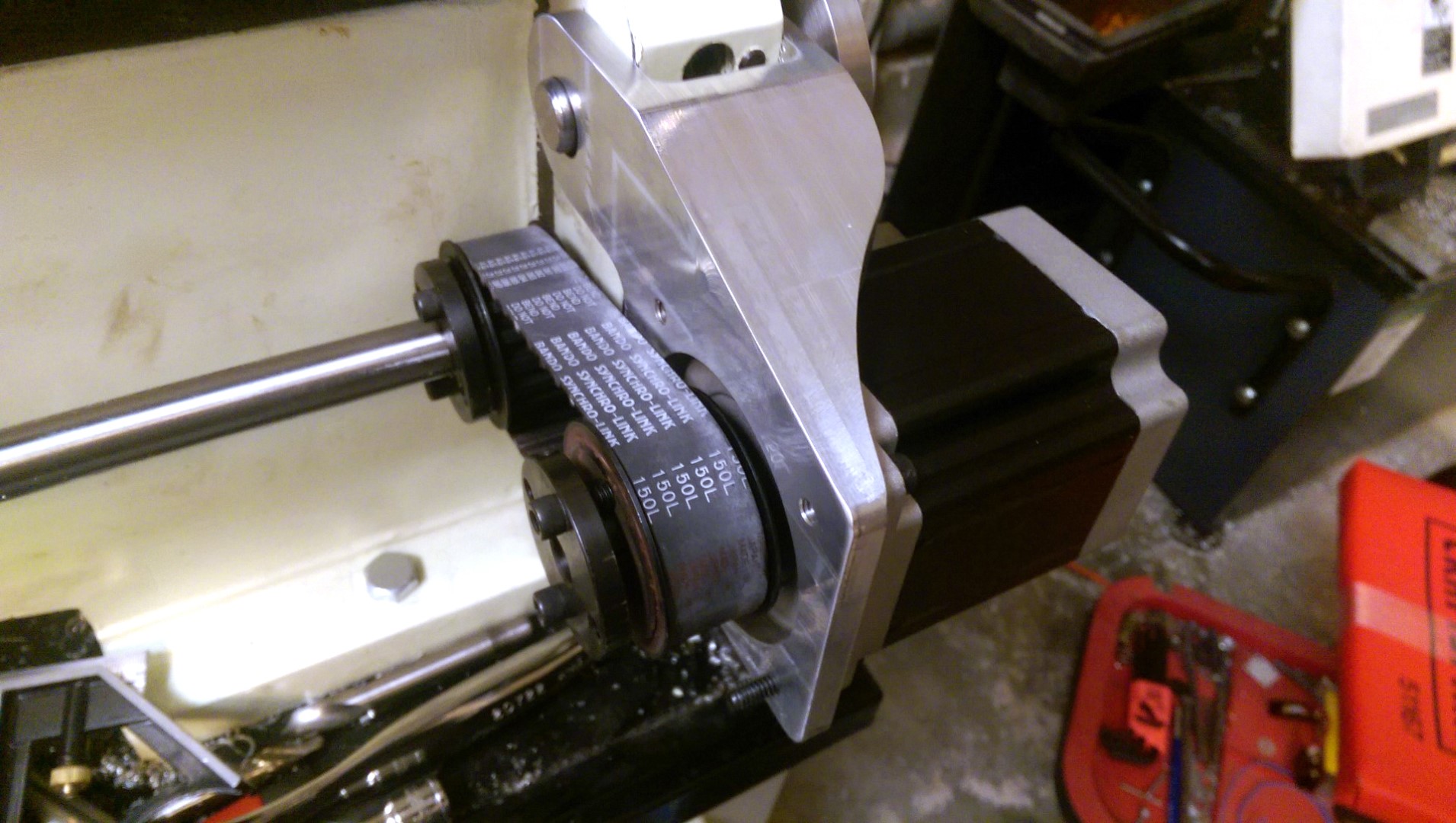
A primeira variante do acionamento do motor do eixo Z
Usando uma fresadora CNC, fizemos um suporte do motor, que é aparafusado a um torno em uma plataforma giratória, da mesma forma que um gerador em um carro é instalado para tensionar uma correia.

Substituindo a alimentação cruzada: a alça principal do eixo X
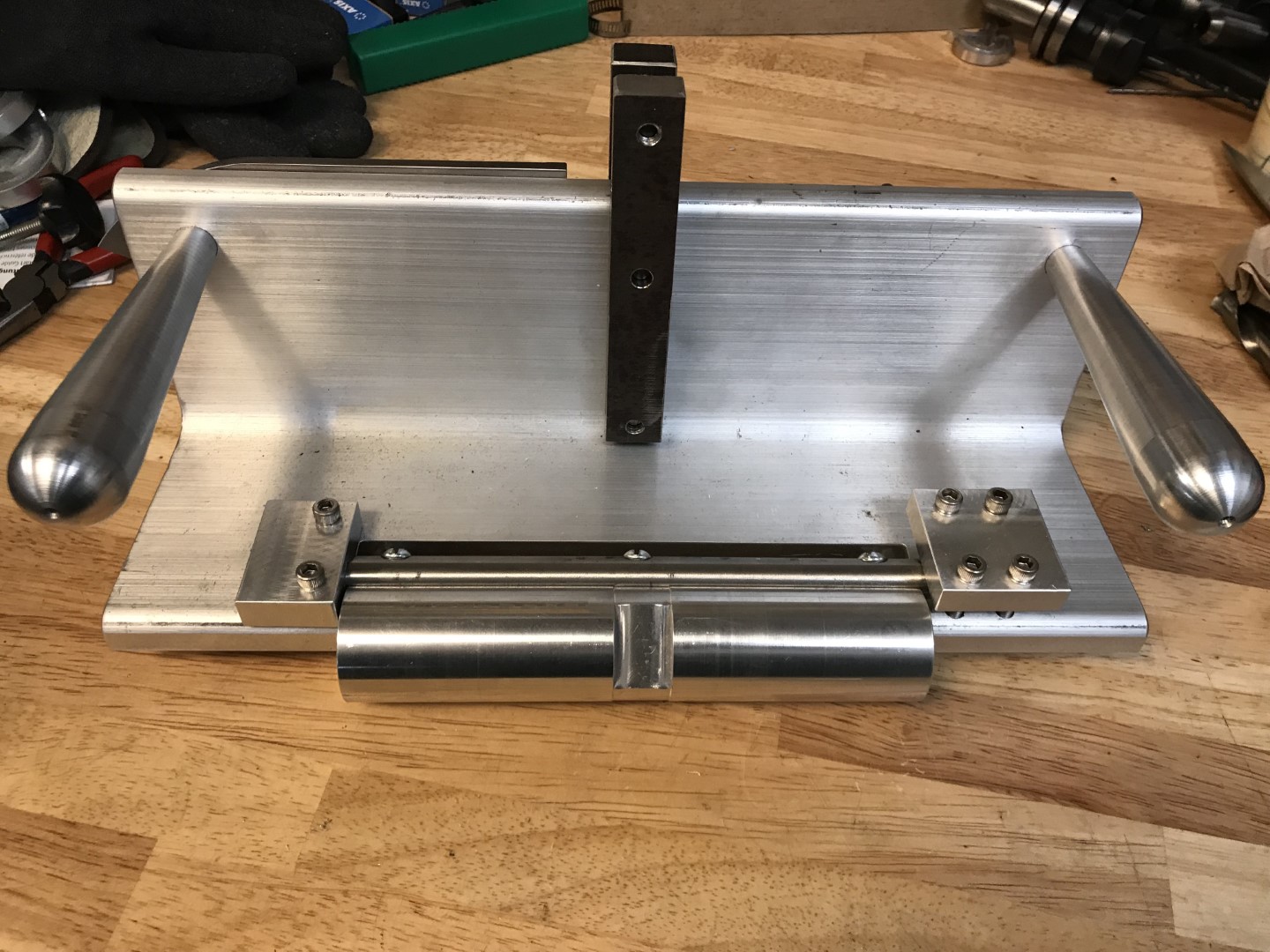
Para o eixo X, em outras palavras, alimentação cruzada, acionamento direto de um motor de passo foi a escolha óbvia. Removemos as alças da máquina e fresamos outro suporte de alumínio. Para suavizar a rigidez, o parafuso de avanço foi conectado ao motor de passo por meio de um acoplador.
Conjunto do motor de alimentação cruzada: Novo motor de passo do eixo X
Não fizemos nenhuma modificação no contra-ponto do torno. Ele permanecerá sob controle manual enquanto o computador faz todo o trabalho pesado nos eixos X e Z.
Montagem da unidade de controle
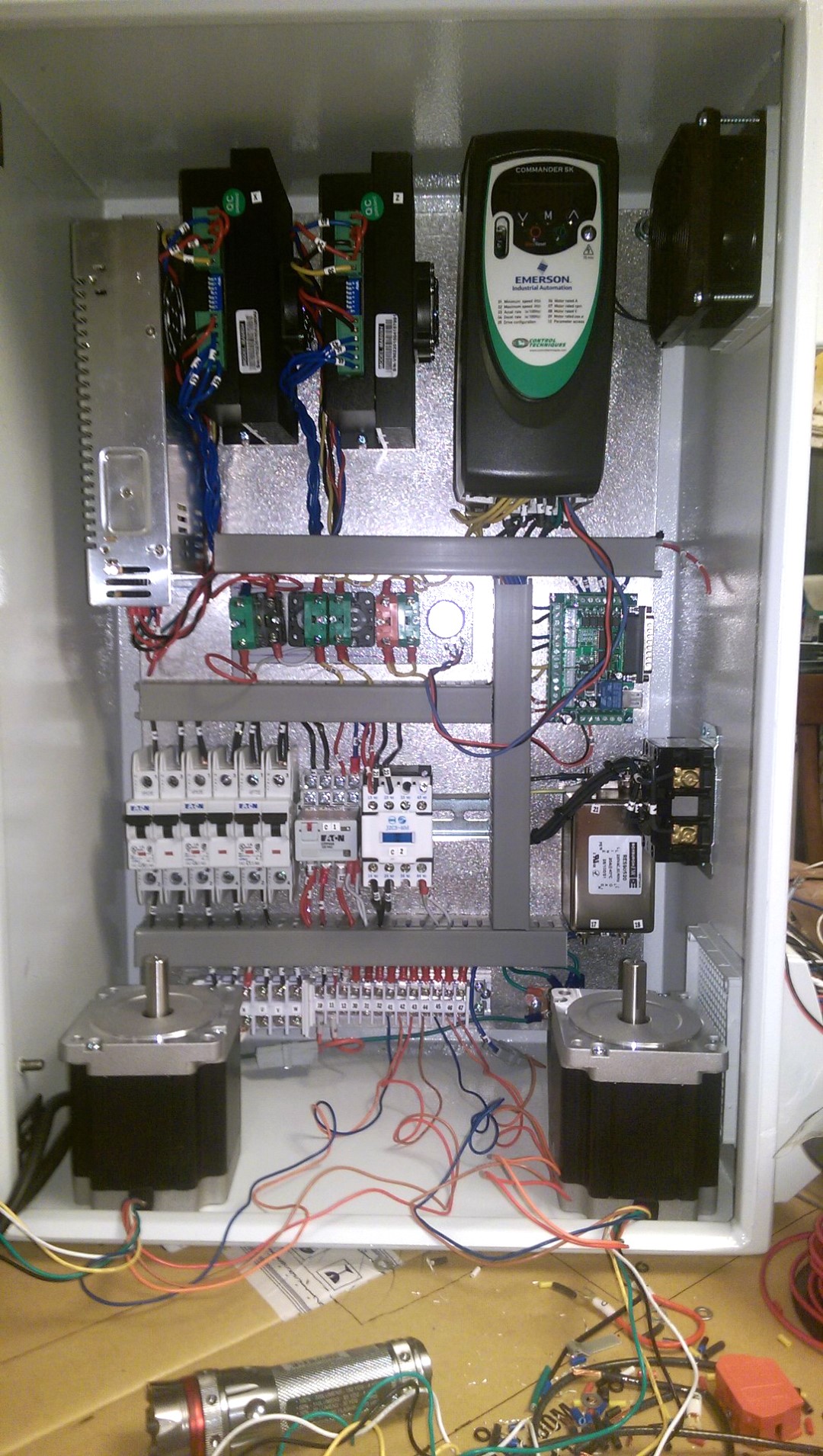
A unidade original era muito pequena para conter todos os componentes necessários para operar a máquina. Portanto, nós pedimos uma caixa de 24 ″ × 16 ″ × 10 ″ que caberia em tudo exatamente. A profundidade de 10 ”foi talvez um exagero, mas forneceu amplo espaço para a montagem de ventiladores e interruptores de refrigeração na parede lateral. Ao mesmo tempo, o invólucro provou ser rígido o suficiente para que, sendo instalado na parte traseira da máquina, pudesse segurar o monitor sobre si mesmo sem cair.
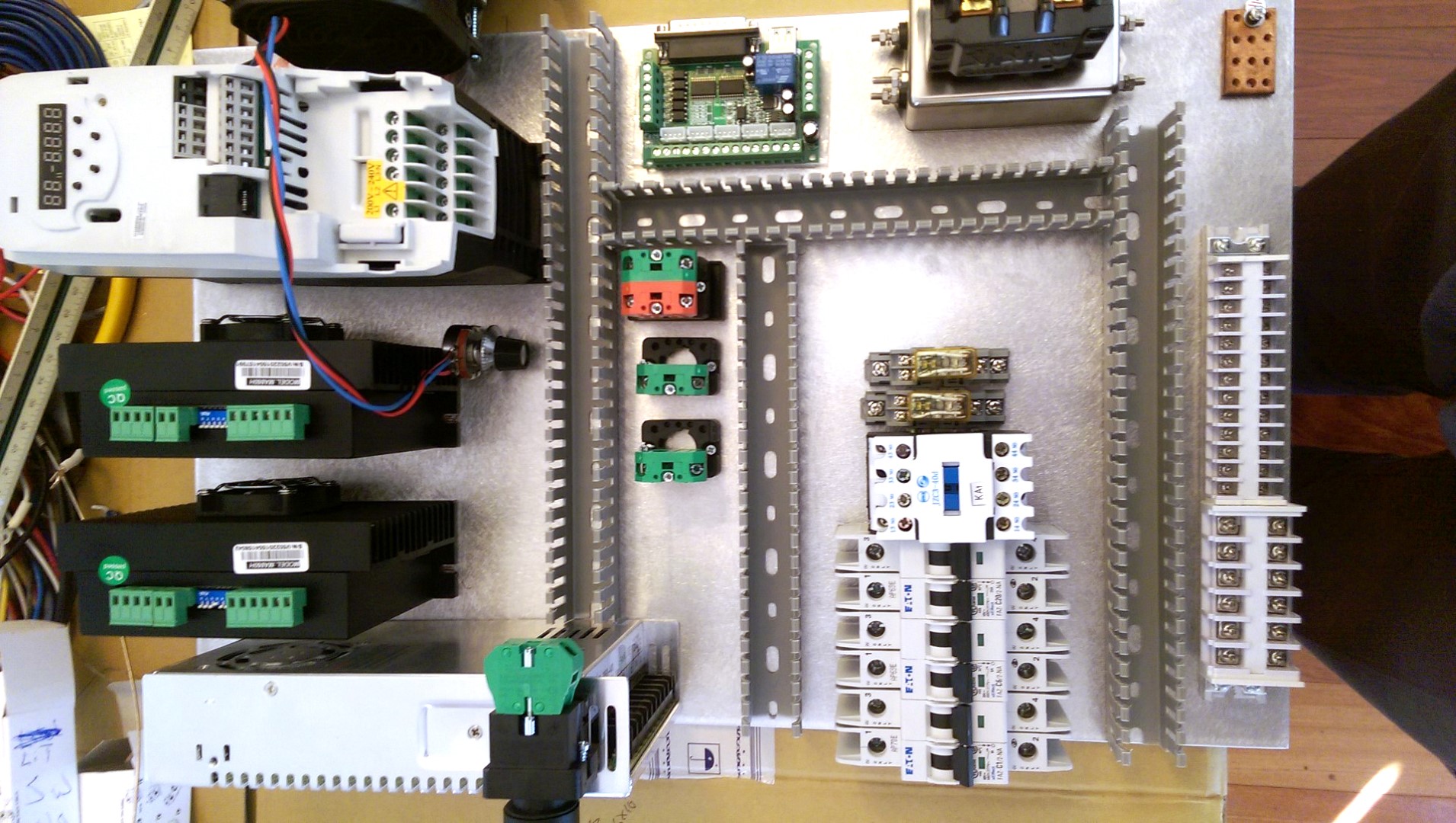
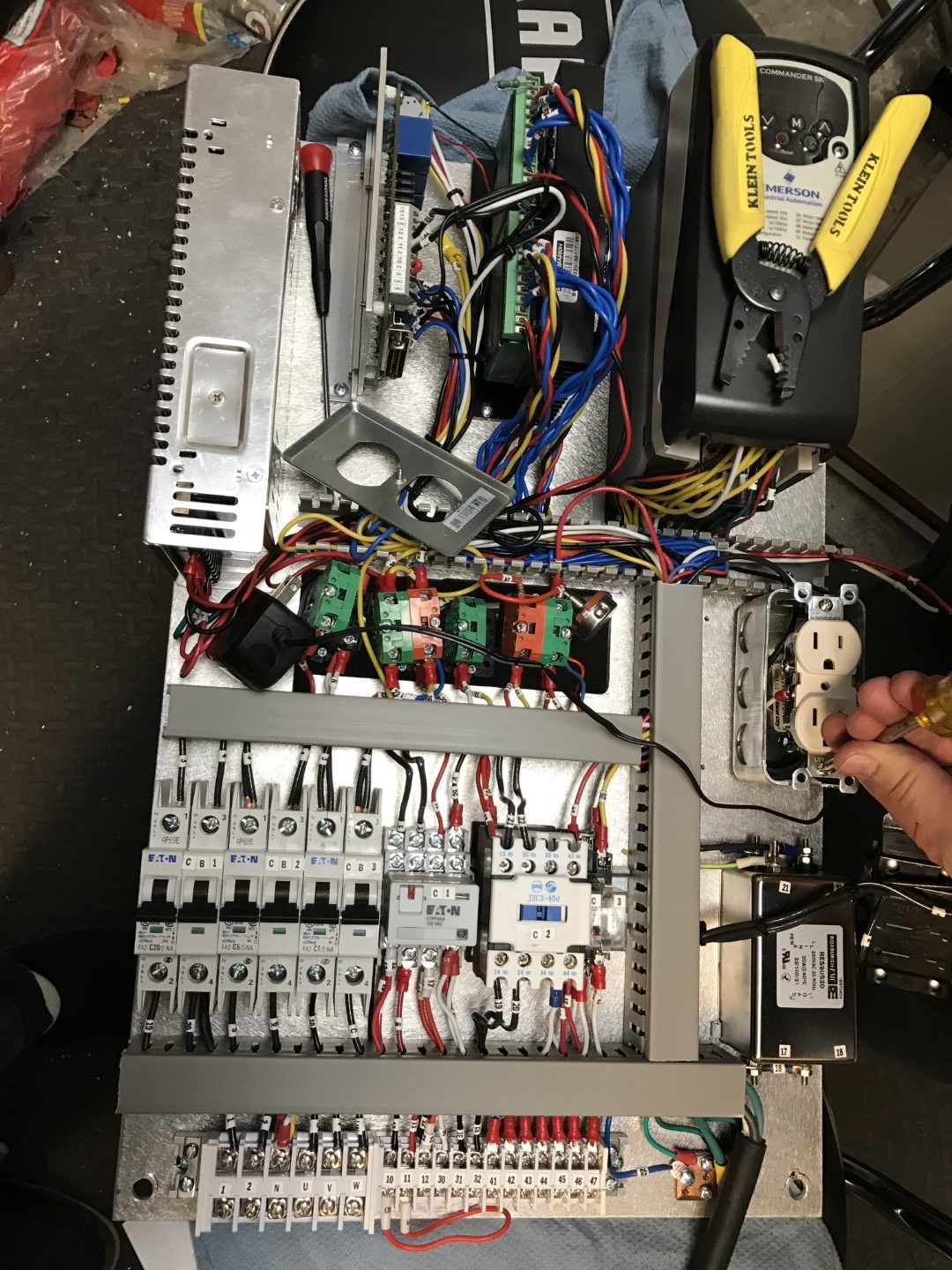
Localização dos controles
Prendemos todos os componentes a uma folha de alumínio de 1/8 ”que pode ser removida do gabinete para fácil acesso. Ao fazer isso, ele também agiu como um dissipador de calor. Para os elementos de controle manual do fuso, recortamos os furos correspondentes na chapa e no corpo.
Roteamento dos fios
Para evitar o emaranhamento dos cabos, adicionamos dutos para cabos com slots abertos.
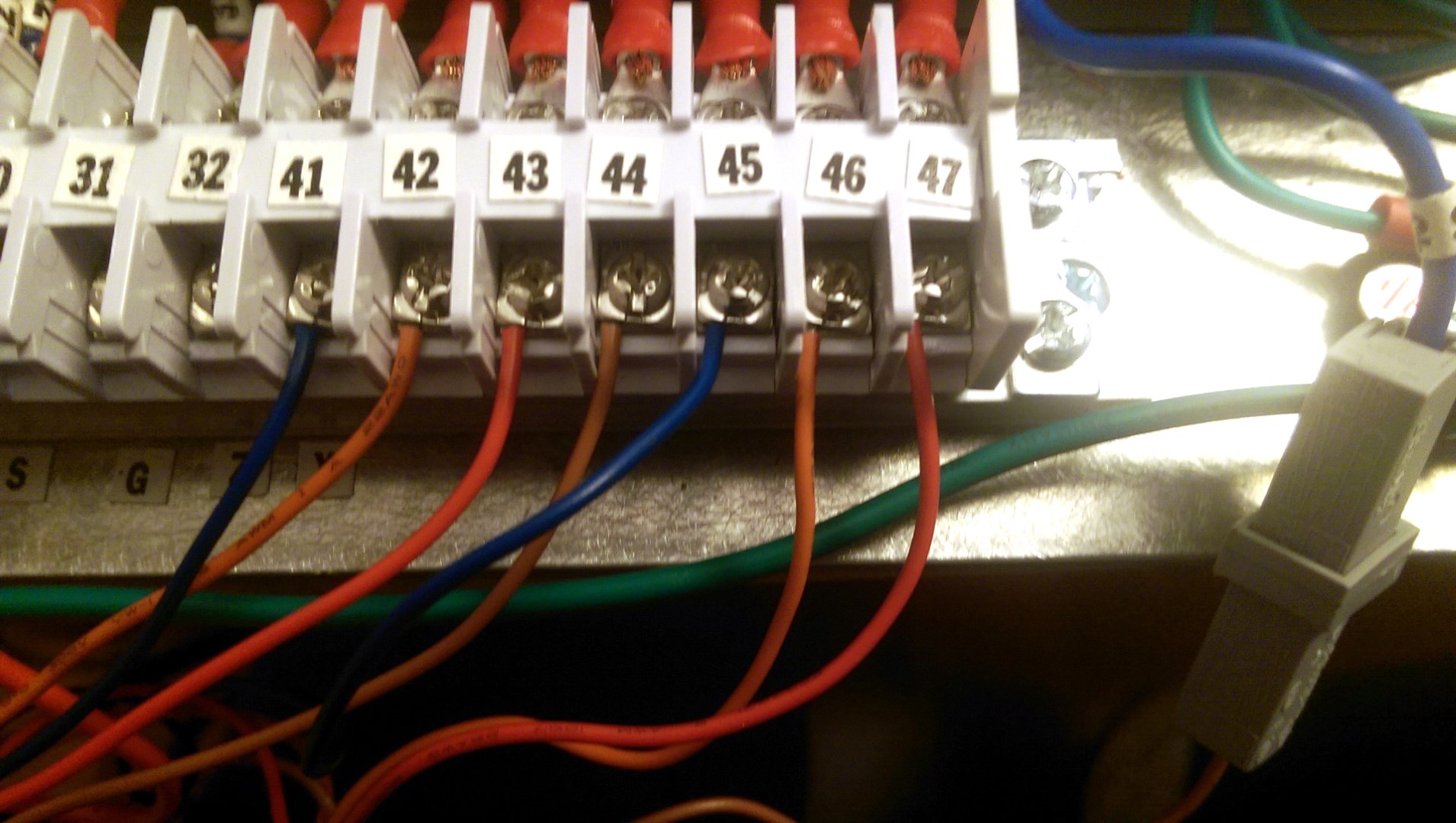
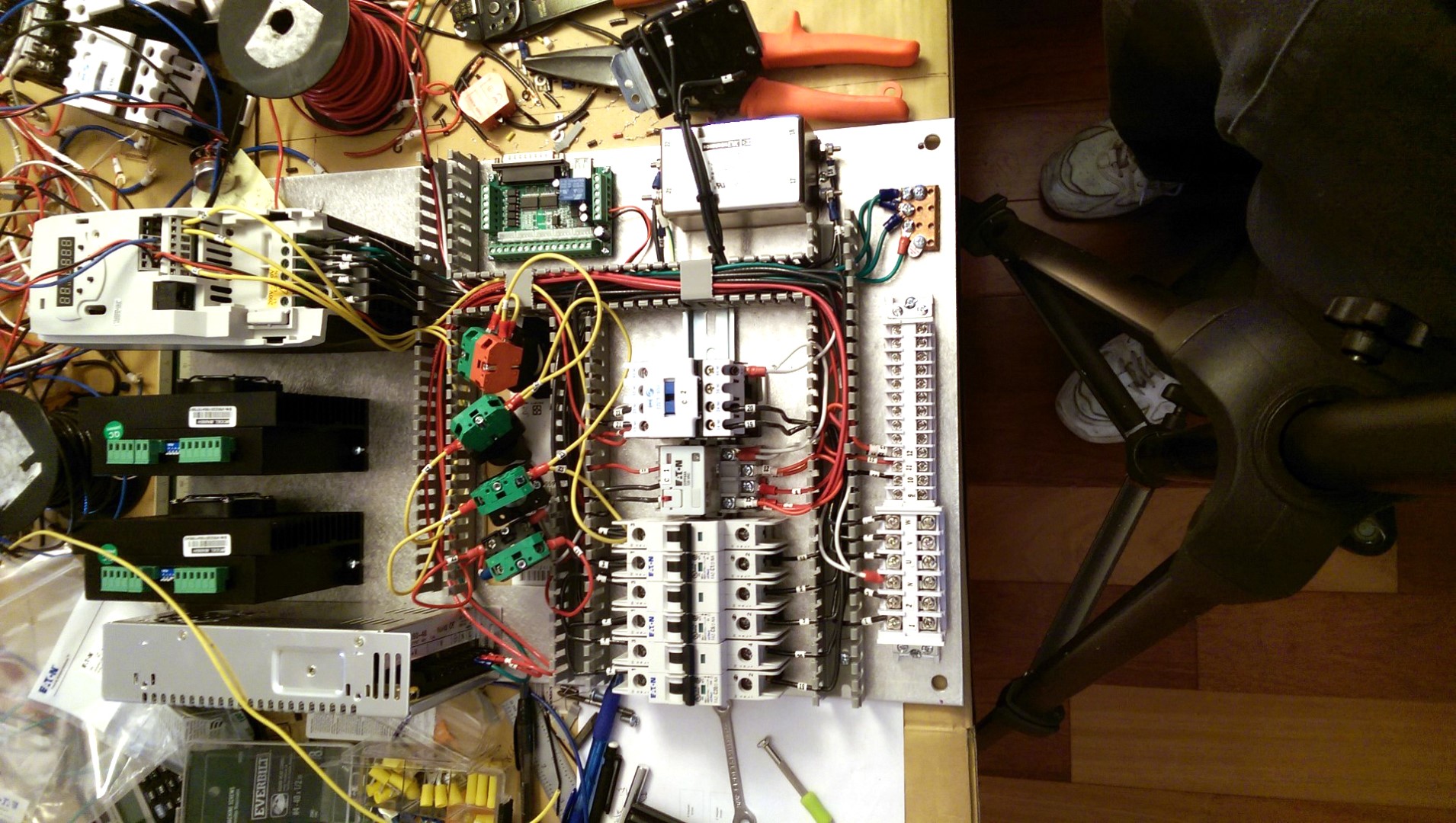
Conexão cuidadosamente marcada
Durante todo o processo, o diagrama foi processado no Visio, onde todas as conexões foram cuidadosamente numeradas e os fios foram marcados em ambas as extremidades para corresponder.

Caixa de controle montada (com a cabeça de Stan dentro)
Caixa de controle montada. Primeiro teste
Todo o processo de montagem da unidade de controle durou cerca de 60 horas.
Configurando o PC de controle
Embora muitos projetos CNC usem uma porta paralela para controlar o dispositivo, eles geralmente não usam o hardware de alto desempenho mais recente. Em primeiro lugar, muitos PCs modernos não estão equipados com portas paralelas, além disso, muitos dos processadores modernos são otimizados de forma que funcionem bem com o software, mas são ineficazes na implementação direta de portas de E / S usando tecnologia de bit-banging para controle de hardware sensível ao tempo. ... Isso não é um problema para o PC que controla a impressora, pois o USB reduz a carga, mas no nosso caso com um roteador CNC, uma configuração incorreta de hardware / software pode levar ao fato de que o corte será feito em dezenas de milésimos a partir do lugar onde o código G apontava ... (Por exemplo, devido a etapas em falta, nota do tradutor).
Felizmente, existem listas de teste para recursos básicos de software CNC, por isso foi muito mais fácil de encontrar. Escolhemos um Dell Optiplex antigo com processador Pentium 4 e sistema operacional LinuxCNC. Compramos dois desses PCs (um para peças de reposição) em uma loja local de computadores usados por US $ 30 cada.
LinuxCNCoferece uma ampla gama de opções de controle e é bem suportado pela comunidade de entusiastas de PC. Seguindo as instruções do site, ficou muito fácil instalar o LinuxCNC e esse sistema operacional funcionou perfeitamente em nosso antigo PC. Com a ajuda do StepConf, fomos capazes de configurar os pinos individuais da porta paralela da maneira que desejamos. No entanto, como se viu, era melhor configurar o LinuxCNC antes de comprar qualquer dispositivo de controle, uma vez que este SO oferecia configurações pré-instaladas para vários tipos de equipamentos, alguns dos quais simplesmente não conhecíamos durante as compras iniciais.
Tudo isso não demorou muito, e nossa placa para a porta LPT já brilhava como uma árvore de Natal quando as teclas foram pressionadas, exceto que a fumaça mágica não apareceu. E tudo parecia estar claro, mas ... nada funcionou.
O avarento paga duas vezes
Ainda assim, não é justo dizer que nada funcionou. Houve indícios de que alguns dos componentes estavam praticamente funcionando corretamente. Um dos SD respondeu ao comando para girar com um único som abafado. O driver deste motor ainda tinha um LED verde até este ponto, depois do qual mudou para vermelho. O motorista de outro motor de passo estava desafiadoramente queimando vermelho imediatamente quando a energia foi aplicada e continuou a nos encarar, como o olho de Sauron.
Examinamos toda a fiação. Comparamos nossa versão de sua gaxeta com a versão em Tormach. Não houve problemas aqui. E só mais tarde, depois de verificar a saída da placa de controle CNC usando um osciloscópio emprestado, encontramos o primeiro problema: a tensão do sinal de saída subiu apenas à metade do nível exigido pelos drivers de motor de passo. A prancha que compramos por $ 20 era uma porcaria. Decidimos não economizar dessa vez e encontramos em outro site outra prancha de $ 99. Após sua chegada, descobriu-se que ela foi marcada por outro site: CNC4PC.com. No entanto, também ficou atrás da última versão proposta em 6 revisões. Esta placa forneceu tensão suficiente e esperávamos que os motores funcionassem melhor. Mas eles ficaram em silêncio ...
Já mencionei que muito do que compramos para nossa própria unidade de controle foi selecionado de amostras de uma fresadora existente. Esses drivers de motor de passo eram do mesmo modelo MA860H que nele. Assim, ao imaginar as notas fiscais do conserto deste roteador, começamos a repor as peças suspeitas instalando-as nele. Os motores de passo foram os primeiros e, para nosso alívio, ambos funcionaram muito bem. Seus motoristas foram verificados em seguida, e agora nenhum deles funcionava. Os olhos de Sauron continuaram a nos insultar. Suspeitando que fosse nossa casa, pedimos mais alguns motoristas do mesmo modelo. Ambos foram incapacitados imediatamente após a chegada. Um se recusava a trabalhar na fresadora e o segundo fornecia a rotação, mas apenas em uma direção. Obviamente, esses drivers não eram uma solução confiável.
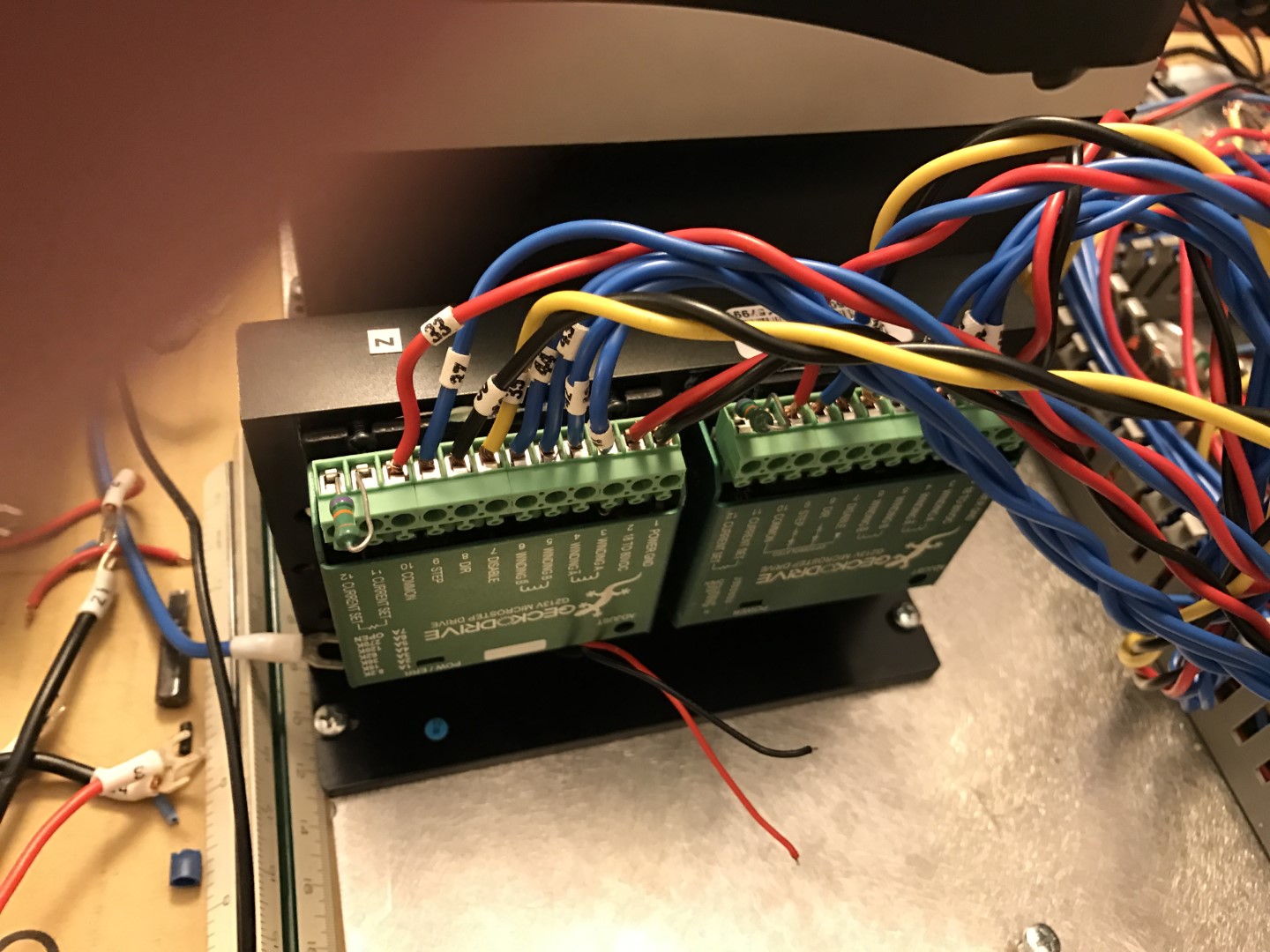
Driver do motor Frankenstein: novos GeckoDrives instalados na estrutura de um driver que não funciona Após uma análise mais
detalhada das informações na Internet, criamos modelos GeckoDrive que atenderam totalmente às nossas expectativas. Essas placas funcionaram muito bem assim que saíram da caixa e ambas se encaixaram perfeitamente no mesmo espaço onde antes havia um driver barato. Quando devidamente energizadas, essas placas exigiam dissipação de calor, com a qual não eram equipadas por padrão. Os demais análogos que não funcionavam eram equipados apenas com dissipadores de calor e ventiladores, que eram sua única parte funcional. No final, acabamos de construir as placas GeckoDrive no quadro vazio do driver morto, resolvendo assim dois problemas de uma vez.
Peças de controle completas, mas ainda não carcaça
A nova placa de interface era muito maior do que a original e agora podíamos substituir um dos drivers de motor de passo originais.
Uma nota rápida sobre os drivers: eles vêm em analógico e digital. Você pode encontrar vídeos no YouTube comparando-os no trabalho. O vídeo demonstra, e nós confirmamos isso, que as cópias digitais fornecem uma operação do motor muito mais suave e silenciosa. Portanto, seu aumento de custo se justifica.
Juntando tudo
Tudo estava em seu lugar. Pudemos controlar o motor de passo usando os botões da IU ou as instruções do código G e, com a simples fixação dos motores nos parafusos de avanço, foi possível mover o carro ao longo de ambos os eixos.
Não sabíamos a proporção exata da velocidade do fuso para o deslocamento lateral, portanto, as configurações corretas para o StepConf foram buscadas por tentativa e erro. Este programa pede vários valores: passos do motor por rotação, microstep da chave, razão do dente da polia e passo do parafuso de avanço. Se você não tiver certeza desses valores, lembre-se de que eles são multiplicados por um valor, o que significa "passos por polegada". Se todos esses valores, exceto um (não importa qual) forem definidos como 1, no final o valor restante será um grande número que pode ser ajustado com excelente precisão.
Para fazer isso, seguimos o seguinte algoritmo:
- Movendo-se da esquerda para a direita, mova o carro para a posição conhecida aproximada. Na IU do CNC, redefina os deslocamentos definindo o valor da posição como 0.
- .
- G-code 1” , Z1.
- .
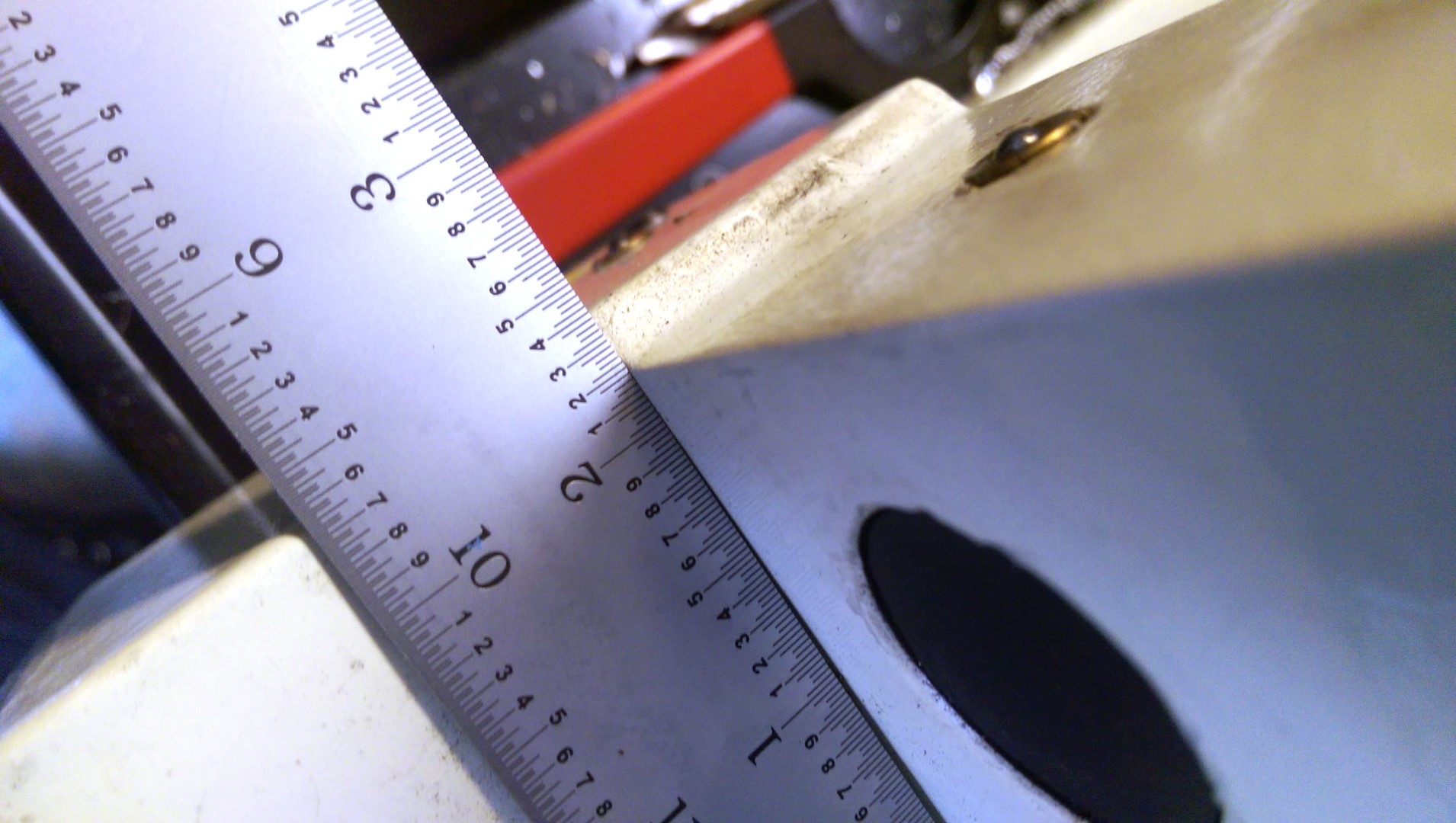
- « » , « ». , 20 000, 1.015”, 20 000/1.015 19 704 .
- , 1” 1”.
É muito importante fazer medições depois de mover o carro em apenas uma direção porque o parafuso de avanço provavelmente terá alguma folga. Se a medição for realizada depois de mover na direção oposta, o resultado irá desviar até a quantidade de folga.
O indicador digital ainda estava preso ao torno, tornando muito mais fácil comparar as instruções inseridas no PC com o movimento real do carro. Seguindo o algoritmo que desenvolvemos, tínhamos que obter um valor de passos por polegada que daria resultados consistentes, independentemente do eixo em que as medições foram feitas. Esta abordagem funcionou muito bem para o eixo X, mas ao medir o eixo Z, os resultados variaram até 0,012 ”dependendo de onde as medições foram feitas. Houve um erro grave em algo.
Modificação da máquina. Parte 2
Os parafusos de avanço podem ser imprecisos, mas o parafuso deve ser muito ruim para que a deflexão aumente e depois diminua novamente ao longo de todos os 40 ”. O problema era que, além do parafuso de avanço, outras engrenagens e engrenagens sem-fim também estavam envolvidas no movimento ao longo do eixo Z. Precisávamos levar em conta a imprecisão em todo esse mecanismo relacionado. A reação do eixo Z foi tão terrível. O LinuxCNC tem maneiras de compensar isso, mas isso exigiria o cálculo do erro em cada ponto ao longo de todos os eixos de 40 ”. Era quase impossível atingir a precisão desejada. O mecanismo de transmissão teve que ser alterado.
Medições da localização para a localização do eixo do motor Z
Um fuso de esfera de precisão (fuso de esfera) pode eliminar quase completamente a reação, a única questão é o preço. Uma empresa ofereceu parafusos de esferas por até US $ 3.500. Acabamos comprando um parafuso de esferas e uma porca por US $ 225 da Roton Products, com sede em Missouri. Além disso, foi necessário ajustá-lo aos rolamentos adquiridos anteriormente, que custaram outros $ 336 em uma oficina de retificação local. A folga deste fuso de esferas já era de apenas 0,007 ”, mas pelo menos não mudou ao longo do comprimento da hélice, o que tornou fácil compensar isso no LinuxCNC.
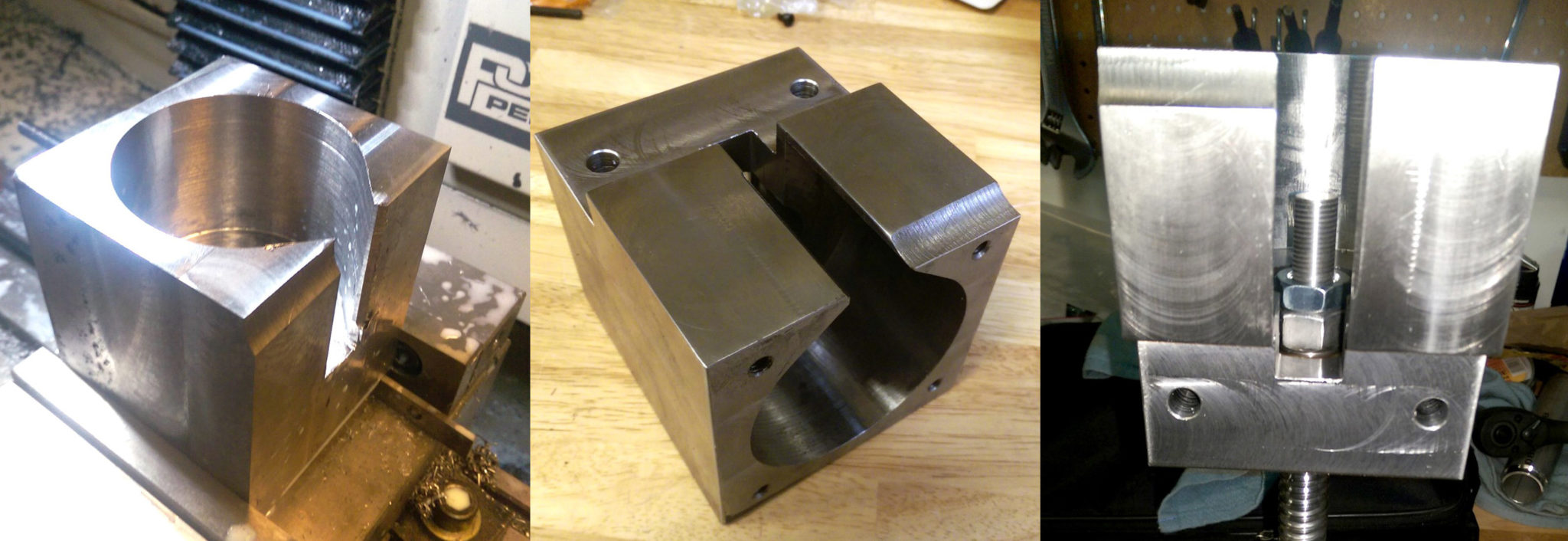
O segundo suporte do motor do eixo Z: o meio é cortado com uma fresa, usinado e montado junto com o fuso de esferas
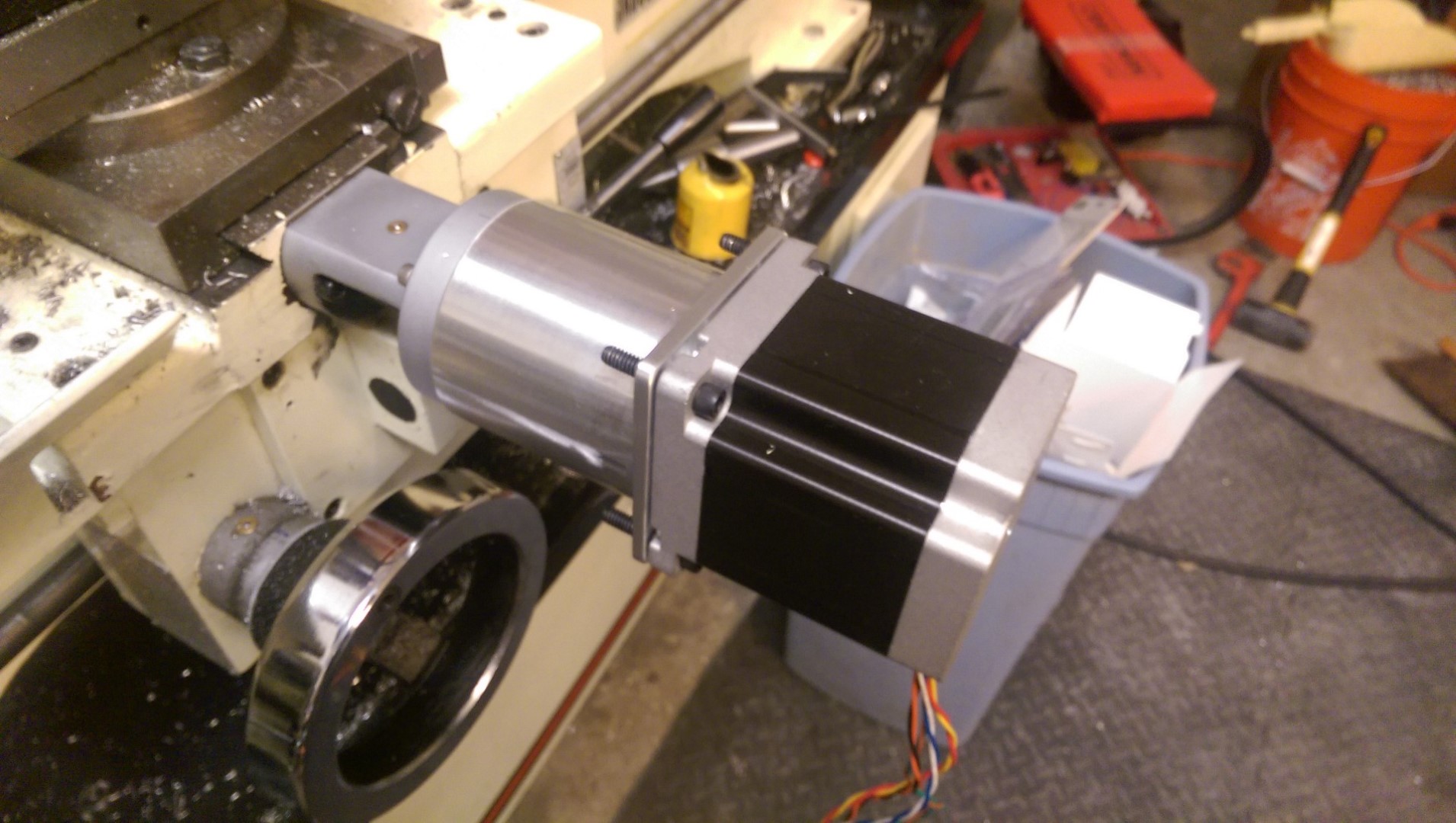
Decidimos também remover a correia com a polia e fazer uma nova fixação para o fuso de esferas, para que o acionamento direto do motor de velocidade pode ser realizado.
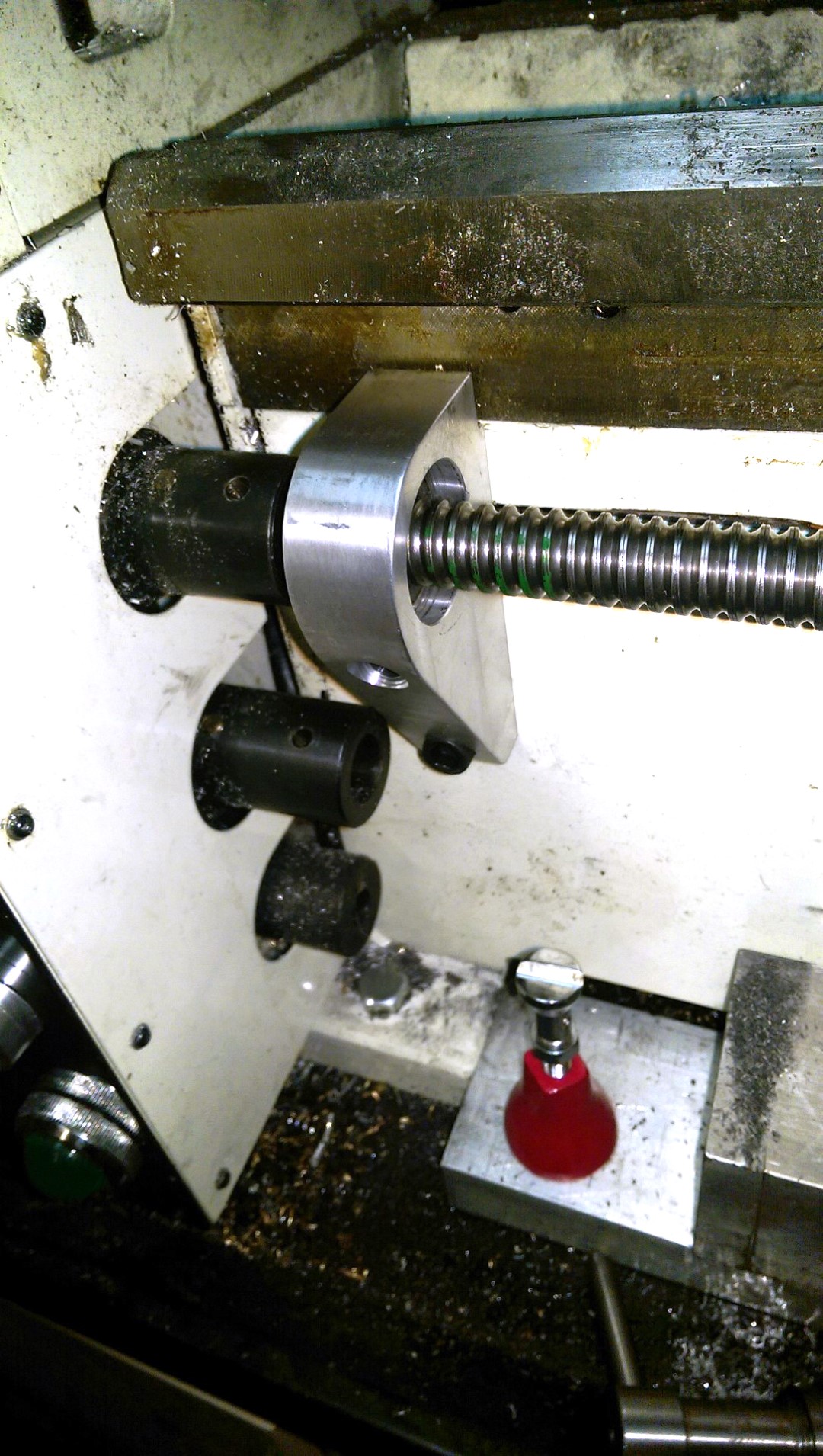
Fixação dos parafusos esféricos do cabeçote do eixo Z
Cada extremidade do eixo é apoiada por um par de rolamentos axiais fixados um a um para bloquear o movimento enquanto mantém a rotação. O próprio eixo é preso entre esses dois suportes de rolamento sob alguma interferência.
Torno modificado com novos suportes preparados para o motor de passo
Qualquer CNC requer interruptores de limite para que a máquina possa encontrar a posição inicial em cada eixo.

Montando a Chave Limit
Felizmente, quando desmontamos a caixa de controle manual, encontramos duas chaves momentâneas ideais para este propósito, colocadas em uma posição conveniente para cada parafuso de acionamento.
O roteamento dos fios geralmente é feito através de dutos de cabos, mas para o eixo X não fizemos isso, apenas deixando os fios da caixa de controle na parte traseira para o eixo X alimentado pela frente pendurados livremente sob a máquina.
Toques finais
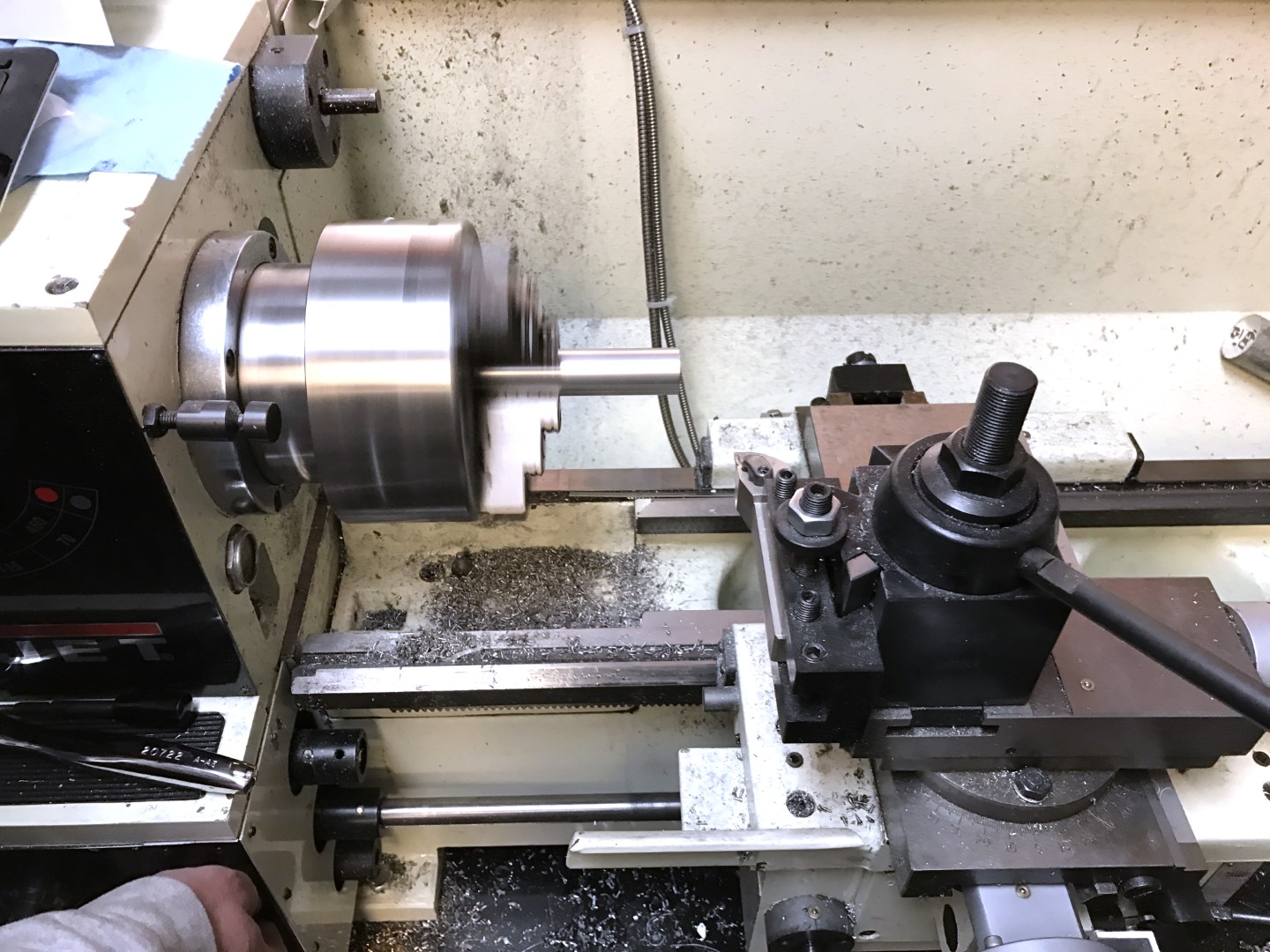
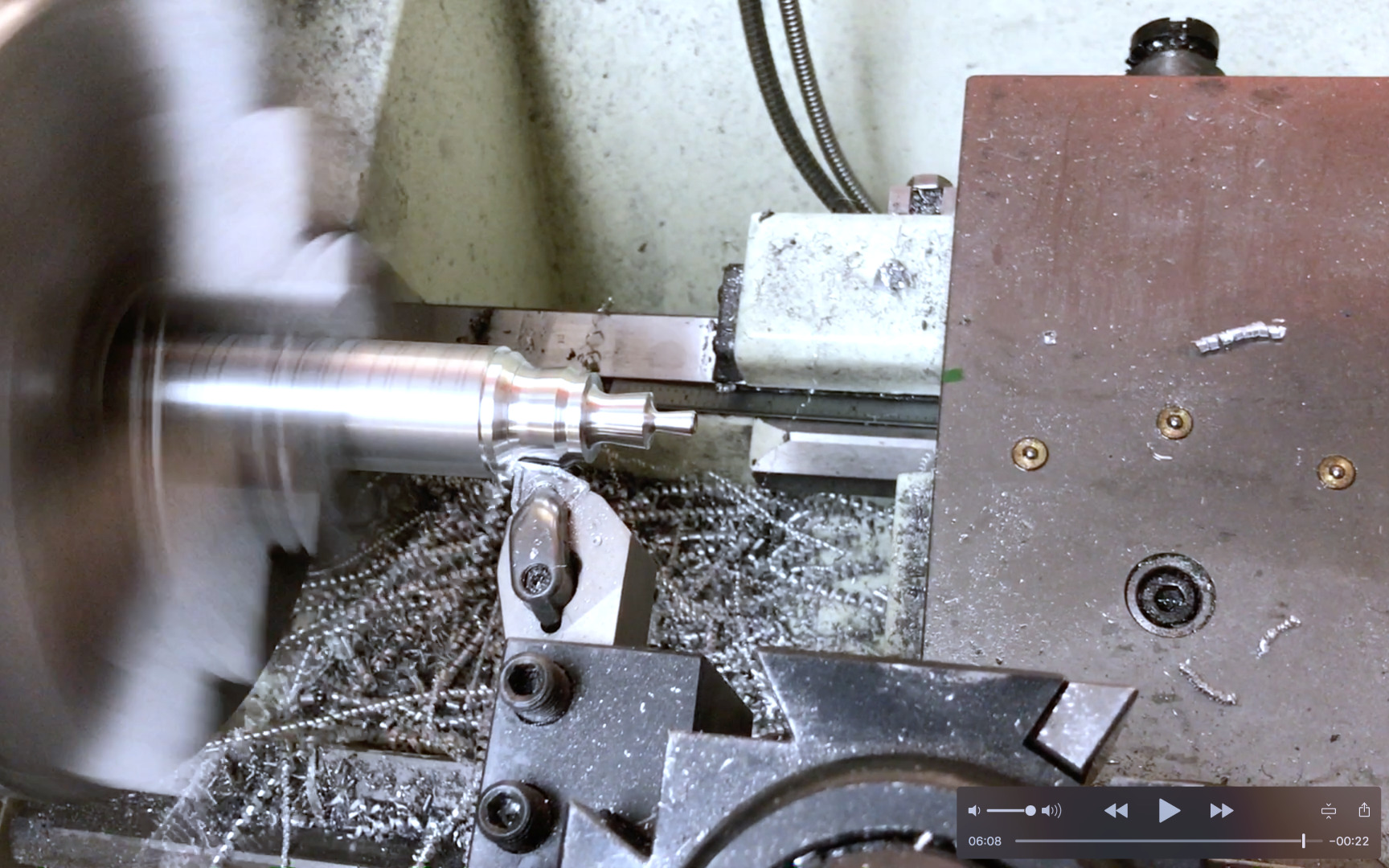
Torno CNC em ação. Execução de teste
Agora tínhamos um torno CNC totalmente funcional. LinuxCNC funcionou bem, embora sua IU se parecesse com um
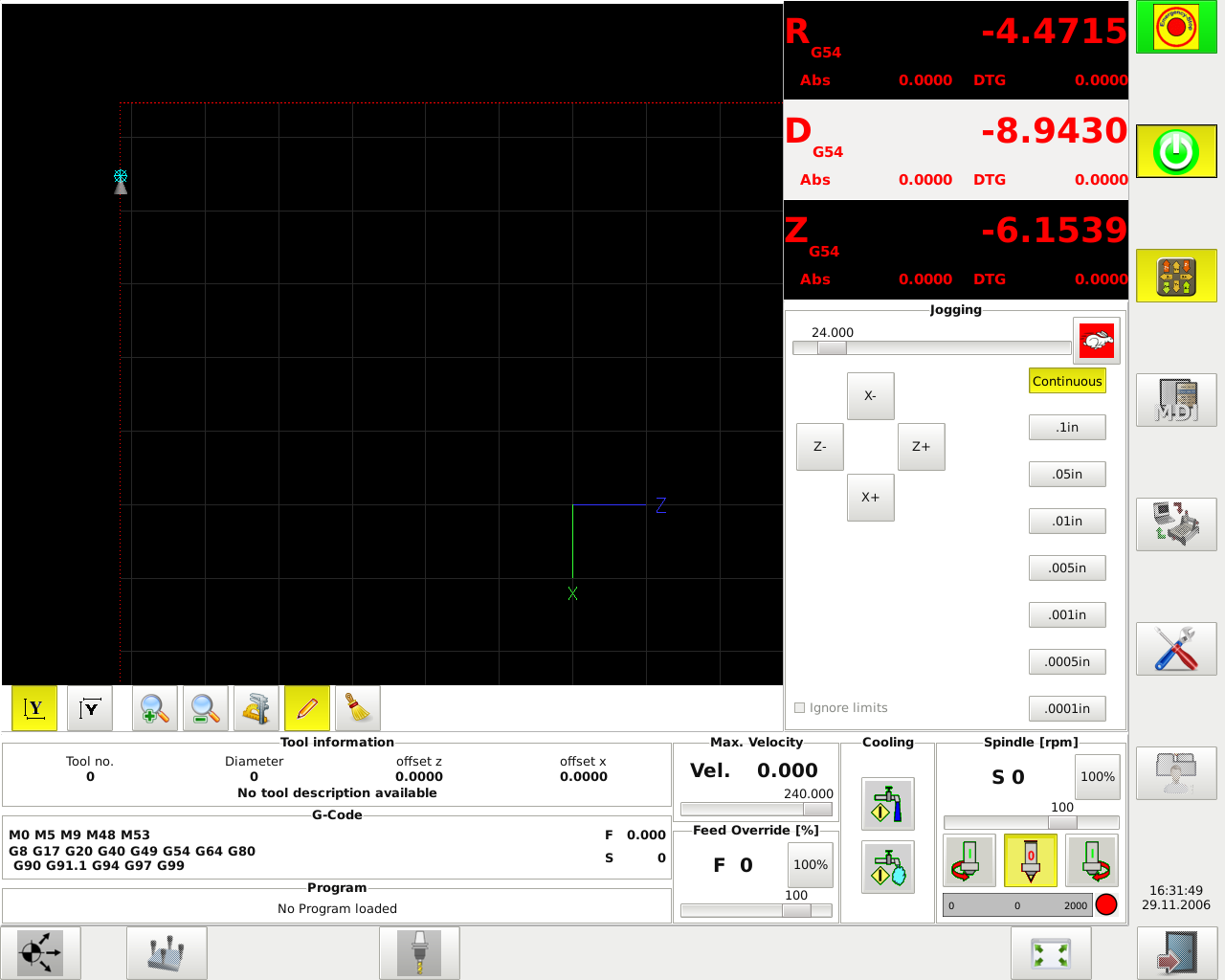
aplicativo antigo do Windows 98. Captura de tela do LinuxCNC (nenhum programa carregado até que eu descobri como fazê-lo ignorar o fato de que não estava conectado à máquina).
Felizmente, navegamos um pouco no fóruns - duas interfaces de usuário alternativas com aparência e desempenho muito melhores.
E, como geralmente é o caso do Linux, prepare-se para ler toneladas de fóruns e documentação e editar arquivos de texto para obter a configuração desejada.

Afiador de facas. As alças são feitas em um torno CNC!
Ferramenta finalizada para afiar
No futuro, estamos planejando algumas melhorias:
- Como resultado desse projeto, a máquina não era mais capaz de cortar fios. No entanto, o LinuxCNC oferece suporte a esse recurso se for possível implementar o feedback do sensor óptico de velocidade do fuso.
- Será muito útil adicionar refrigeração líquida com refrigerante (fluido de corte), mesmo para uma máquina aberta funcionando em baixas velocidades.
- Você pode limitar a folga solicitando novas porcas esféricas que tenham um tamanho diferente a cada quarta ou quinta esfera para reduzir a tolerância entre o fuso esférico e a porca.
- Os parafusos de esferas devem ser protegidos. Para fazer isso, você precisa fazer tampas adequadas ou pelo menos escovas para limpá-lo.
