Você já se perguntou como funcionam certos objetos que nos rodeiam todos os dias. Como a geladeira resfria os alimentos, como o micro-ondas os devolve ao calor anterior, como funciona o Wi-Fi, por que as janelas não deixam cair chuva, etc. Para alguns, essas perguntas podem parecer um pouco infantis, ingênuas e até mesmo um pouco inúteis. Funciona e é isso, mas como não importa mais. No entanto, cientistas do MIT (Massachusetts Institute of Technology, EUA) decidiram responder a uma dessas questões, a saber - por que as navalhas de aço ficam cegas após o barbear? Quais processos mecânicos ocorrem durante o barbear, como o cabelo humano, por ser 50 vezes mais macio que o aço, o danifica e qual a aplicação prática desta pesquisa? Encontraremos respostas para essas perguntas incomuns no relatório dos cientistas. Ir.
Base de pesquisa
Ao longo dos longos anos de evolução e desenvolvimento do componente social de nossa espécie, conseguimos criar uma grande variedade de objetos pontiagudos a partir de uma variedade de materiais. Infelizmente, o objetivo da maioria deles é infligir danos ao inimigo: espadas, adagas, pontas de flechas, etc. Mas também existem muitas "bruxas" pacifistas: navalhas, tesouras, facas, foices, foices, etc.
Ao longo dos séculos, as pessoas criaram novas ligas e técnicas destinadas a aumentar o grau e prolongar a longevidade da nitidez dos objetos descritos acima. O próprio processo de cortar algo está presente em muitas indústrias: medicina, eletrodomésticos, indústria alimentícia, etc. Cada uma das caixas tem suas próprias características, mas o princípio, portanto, e os requisitos para as lâminas permanecem os mesmos - agudeza e dureza (durabilidade).
Por exemplo, um material de metal típico usado para lâminas de barbear é uma placa de aço inoxidável martensítico de alto carboneto * afiado em uma geometria de cunha de 17 ° com um raio de 40 nm para obter a nitidez desejada ( 1A ).
Martensita * é o principal componente estrutural do aço endurecido, que é uma solução sólida supersaturada ordenada de carbono em ferro α com a mesma concentração da austenita inicial (modificação de face centrada em alta temperatura do ferro e suas ligas). Martensita é uma microestrutura do tipo acicular (lamelar) e ripado (pacote).

Imagem # 1
Em cima deste material é freqüentemente usado ainda mais duro - carbono como diamante, e em cima deste último uma camada de politetrafluoroetileno é aplicada para reduzir o atrito.
Apesar de uma estrutura tão complexa, as navalhas ainda ficam cegas com o tempo, entrando em contato com um material 50 vezes mais macio - cabelo (escala de dureza em 1A ). As navalhas não são as únicas neste assunto, já que outras aplicações de lâminas de uma natureza ou de outra também apresentam uma diminuição na nitidez com o tempo. Por exemplo, uma faca de cozinha torna-se cega mesmo quando usada exclusivamente para fatiar queijo ou batatas.
No entanto, existe uma grande diferença entre facas de cozinha e navalhas. Sim, o embotamento ocorre ali e ali, mas nas navalhas o mecanismo de embotamento em si é muito mais complicado.
Em primeiro lugar, os dois materiais que interagem têm microestruturas hierárquicas com características mecânicas anisotrópicas e dependentes do tamanho. Os aços martensíticos ripados possuem uma hierarquia de austenita primária, pacotes, blocos, subblocos e limites ripados, bem como uma alta densidade de deslocamentos distribuídos de forma não homogênea. O carbono intermediário fica preso em solução sólida durante a têmpera, mas o revenimento ou revenimento automático * pode fazer com que o carbono reveste deslocamentos ou precipite como carbonetos
Revenimento * - processo de tratamento térmico de uma liga ou metal endurecido em martensita, cujos principais elementos são a decomposição da martensita, a poligonização e a recristalização.Todas essas características estruturais fornecem martensita com alta dureza, mas resposta micromecânica não uniforme.

Cabelo em uma seção.
Da mesma forma, o cabelo humano é um composto altamente anisotrópico com uma seção transversal não circular e um diâmetro médio de 80 a 200 mícrons. A camada externa do cabelo é uma cutícula dura (~ 170 MPa), que forma uma bainha de células dispostas como telhas. A camada intermediária (córtex) é três vezes mais macia e consiste em uma hierarquia de fibrilas esticadas ao longo da direção do cabelo. Bem no centro do cabelo há uma medula - uma camada interna oca que tem uma contribuição mecânica relativamente pequena para a habilidade de corte de uma navalha. Como o cabelo é higroscópico, na presença de umidade, sua estrutura celular muda para acomodar as moléculas de água, reduzindo o módulo de elasticidade e o limite de elasticidade.
Tanto a lâmina quanto o cabelo são anisotrópicos e exibem diferentes propriedades mecânicas dependendo do tamanho. Isso produz uma resposta mecânica que depende do estado de tensão e do volume que contribui para a deformação.
Outro fator importante é o fato de que as condições de contorno para deformação conjunta do cabelo e da lâmina de barbear podem mudar literalmente durante uma operação de barbear ( 1B ).
Conforme explicam os cientistas, durante o barbear, cada fio de cabelo individual pode ser representado como um cantilever flexível, quase fixo em uma extremidade em direção à pele e completamente livre na outra. Nesta configuração, o cabelo fica livre para dobrar conforme a lâmina se aproxima e penetra durante o corte, afetando o modo de deformação.
O cabelo sofre predominantemente a mecânica de fratura de um sólido tipo I (abertura - tensão de tração em relação ao plano da trinca). Dependendo se o cabelo se curva ou não, a tensão é aplicada em ambas as superfícies da fissura (recuo reto, g = 0 °), ou apenas em uma das duas superfícies. Isso leva ao aparecimento de destruição pura do tipo II no primeiro caso, ou à destruição mista do tipo II e III no segundo caso.
A mecânica da fratura de sólidos é dividida em três tipos principais de acordo com o método de aplicação da força que promove a propagação da trinca:
- Tipo I (abertura) - tensão de tração em relação ao plano da fissura;
- Tipo II (escorregamento) - tensão de cisalhamento atuando paralelamente ao plano da fissura e perpendicular à frente da fissura;
- III () — , .
Como podemos ver, existem muitos aspectos complexos por trás do barbear convencional que requerem consideração detalhada para melhor compreensão, como os próprios cientistas afirmam.
Para isso, realizaram este estudo, no qual o objeto de estudo foram lâminas confeccionadas em aço inoxidável martensítico. A análise de microscopia eletrônica de varredura (SEM / SEM) e difração de retrodifração de elétrons (EBSD) revelou sua matriz de martensita em ripas ( 1A ) com carbonetos distribuídos não uniformemente (inserção em 1A ). Também medimos os valores de dureza dentro de 70 μm da ponta (o valor médio foi de 8,7 ± 0,7 GPa). A variabilidade desse indicador é causada pela presença de carbonetos, austenita retida e heterogeneidade da subestrutura da martensita.
Para medir a evolução do desgaste da lâmina em condições de barbear da vida real, um teste passo a passo de cartuchos de barbear descartáveis (amostra 1 na imagem abaixo) foi realizado, rastreando diferentes áreas com um SEM após diferentes estágios de uso (vídeo # 1).
Testes de desgaste em fases (após 1, 5 e 10 barbeamentos).
Em seguida, uma determinação quantitativa da taxa média de desgaste da lâmina ao longo da borda afiada foi realizada usando análise de imagem. A taxa de desgaste era baixa: 12 Nm 3 / Nm após 5 barbeamentos e 13 Nm 3 / Nm após 10 barbeados. No entanto, esses testes revelaram o aparecimento de cavacos ao longo da borda afiada ( 1C ). Embora as lâminas de barbear sejam afiadas e planas no nível macro, são "mais ásperas" na escala micro, mesmo quando não utilizadas ( 1C-1 ). As microfissuras originam-se precisamente dessas irregularidades durante o barbear ( 1C-2 ). De todas as saliências, embora possa nem ser a maior delas, apenas uma pequena parte delas forma fissuras.
Essas microfissuras inicialmente se propagam perpendicularmente à aresta ( 1C-2 ) e então se desviam em sua direção, formando a geometria de clivagem final ( 1C-3 ).
Traços de deformação ( 1C-2 ) mostram que a parte da aresta viva pertencente à clivagem criada dobra para fora do plano quando a direção da microfissura muda. A presença de poços na superfície de fratura resultante indica que a estrutura de martensita exibe deformação plástica antes da fratura. Em contraste, os revestimentos duros exibiram características de fratura frágil como resultado da flexão do substrato.
Para entender melhor o desenvolvimento desse processo antes de ativar outros tipos de fratura (fadiga, corrosão e desgaste), 25 testes de MEV foram realizados na fase de microdeformação usando clipes que podem segurar uma lâmina de um lado e um ou vários fios de cabelo do outro (imagem # 2 e vídeo número 2).

Imagem No. 2
Experimente raspar cabelos individuais usando SEM.
Tornar a lâmina mais realista inclinando a lâmina 21 ° na direção de barbear ( 2B ) resultou em um componente de força desigual e, por sua vez, deformação plástica e lascamento em vários casos ( 2C ).
Testes com fios de diferentes diâmetros permitiram concluir que o tamanho da clivagem não depende do diâmetro do cabelo, nem do número de fios sucessivamente cortados, nem do ângulo de corte.
A mesma parte da borda afiada pode cortar vários fios de cabelo em ângulos diferentes g ( 1B ) sem causar deformação visível até que a lâmina comece a quebrar repentinamente (vídeo abaixo).
Experimente raspar vários cabelos usando SEM.
Também foi descoberto que a lascagem ocorre mais freqüentemente nas pontas do cabelo. Por exemplo, um único cabelo pode criar duas clivagens em uma lâmina, cada uma começando em uma extremidade do cabelo ( 2C ).
Além disso, os cavacos geralmente se estendem além da região altamente deformada de ~ 5 μm perto da ponta da lâmina ( 1C ). Portanto, o fenômeno observado não está relacionado aos efeitos causados pelo brunimento.
A comparação das imagens de SEM de duas variantes de experimentos (passo a passo com hidratação do cabelo e permanente com cabelos secos) mostra um mecanismo de destruição idêntico em ambos os casos (exceto por um aumento na intensidade de destruição no primeiro caso).
Além disso, a modelagem tridimensional pelo método dos elementos finitos foi usada para determinar o papel das irregularidades e a direção da carga aplicada na deformação e lascamento ( 3A - 3C ).

Imagem # 3
O aço martensítico foi modelado como um material elastoplástico isotrópico homogêneo com um limite de elasticidade de ~ 1690 MPa. Depressões (ranhuras / entalhes / entalhes) com um tamanho determinado por análise SEM (por exemplo, 1C-1 ) foram adicionados a ele . Isso tornou possível reproduzir o estado extremo de irregularidade ao longo da aresta afiada e simular a tensão de corte na lâmina como uma adesão superficial uniformemente distribuída (50 MPa) atuando em apenas um lado ( 3A ).
A primeira simulação teve como objetivo localizar o sulco com maior intensidade de tensão versus a direção da tensão aplicada.
Como visto em 3B , a indentação direta do cabelo (tensão superficial de 0 °) causa um aumento nas tensões nas reentrâncias em contato com o cabelo, mas esses valores não são altos o suficiente para promover a deformação plástica. Em contrapartida, raspar o cabelo em ângulo cria maiores valores de estresse na região da lâmina em contato com o cabelo, com estresse máximo na ranhura que entra em contato com a borda do cabelo.
A análise das tensões em função do ângulo de adesão à superfície ( 3C ) mostrou:
- , ( 8.5°);
- , , ;
- , , ;
- , .
Os resultados da simulação estão de acordo com os experimentos, confirmando sua precisão. No entanto, ainda havia discrepâncias: microfissuras e chips nos experimentos foram observados em um ângulo menor do que na simulação.
Para esclarecer essa diferença, os cientistas levantaram a hipótese de um processo que liga a heterogeneidade da estrutura martensítica da ripa da lâmina com um aumento na sensibilidade a microfissuras ( 3D - 3H ). O modelo foi adaptado para calcular a taxa de liberação de energia de uma fissura lateral intercamada em uma placa semi-infinita bimaterial fina de espessura constante para fratura mista (tipo II + tipo III), com a fissura potencialmente se propagando ao longo da interface entre os dois materiais ( 3D) Além disso, uma tensão de 50 MPa foi aplicada, em paralelo mudando a direção da carga entre o modo puro II e o modo puro III. Nesse caso, os materiais foram considerados com o mesmo coeficiente de Poisson (0,3), mas diferentes módulos de Young.
Como resultado, verificou-se que a liberação de energia aumenta com a transição do modo II para o modo III. Alterar os módulos de Young de dois materiais enquanto mantém suas constantes de valor médio causa uma mudança vertical na curva da taxa de liberação de energia. Isso sugere que, para dois materiais diferentes, a probabilidade de propagação de trincas será muito maior do que para um material homogêneo com propriedades semelhantes.
Em seguida, os cientistas realizaram outra série de modelagem paramétrica tridimensional para analisar a taxa de liberação de energia no topo de um único recesso na lâmina, levando em consideração a geometria da lâmina (um aumento na espessura na frente do recesso em si) e com diferentes direções de propagação de fissuras ( 3E - 3H ). Um ou dois materiais diferentes foram usados em lados opostos da ranhura.
Medida da força necessária para cortar um único fio de cabelo.
A taxa de liberação de energia para a propagação de uma trinca ao longo de sua direção original (q = 0 °) aumenta à medida que o componente de tensão do modo III ( 3F ) aumenta . A taxa de liberação de energia também depende da direção da propagação da trinca ( 3G ). A direção crítica correspondente à taxa máxima de liberação de energia depende tanto da direção da carga quanto da combinação de materiais ( 3H ).
Quando uma carga é aplicada a um material macio adjacente a um material duro (C e S no diagrama, respectivamente) com uma depressão intercamada, a rachadura tem mais probabilidade de se propagar do que na configuração oposta. O ângulo crítico de propagação de trincas nesta situação também será menor ( 3G ).
Além disso, as microfissuras originadas em uma borda afiada se propagam em um ângulo em relação ao eixo da lâmina (eixo z em 3E ), desviando em direção à região de aplicação de carga.
Esse caminho de propagação é determinado pela componente assimétrica da força, que contribui para a flexão da fissura em relação ao seu plano original, e pela geometria da lâmina, cuja espessura aumenta ao longo do eixo da lâmina.
Distribuição de tensões na lâmina em diferentes ângulos de barbear.
Se assumirmos que a energia superficial do material é constante, então as perdas de energia devido à propagação da trinca ao longo desse eixo serão maiores do que quando a trinca se propaga na direção de espessura constante (ou menos crescente). Se a propagação continuar ao longo deste eixo, isso levará a uma grande área de propagação por unidade de comprimento. Pelo mesmo motivo, a rachadura acaba voltando para a borda afiada da lâmina, formando uma lasca.
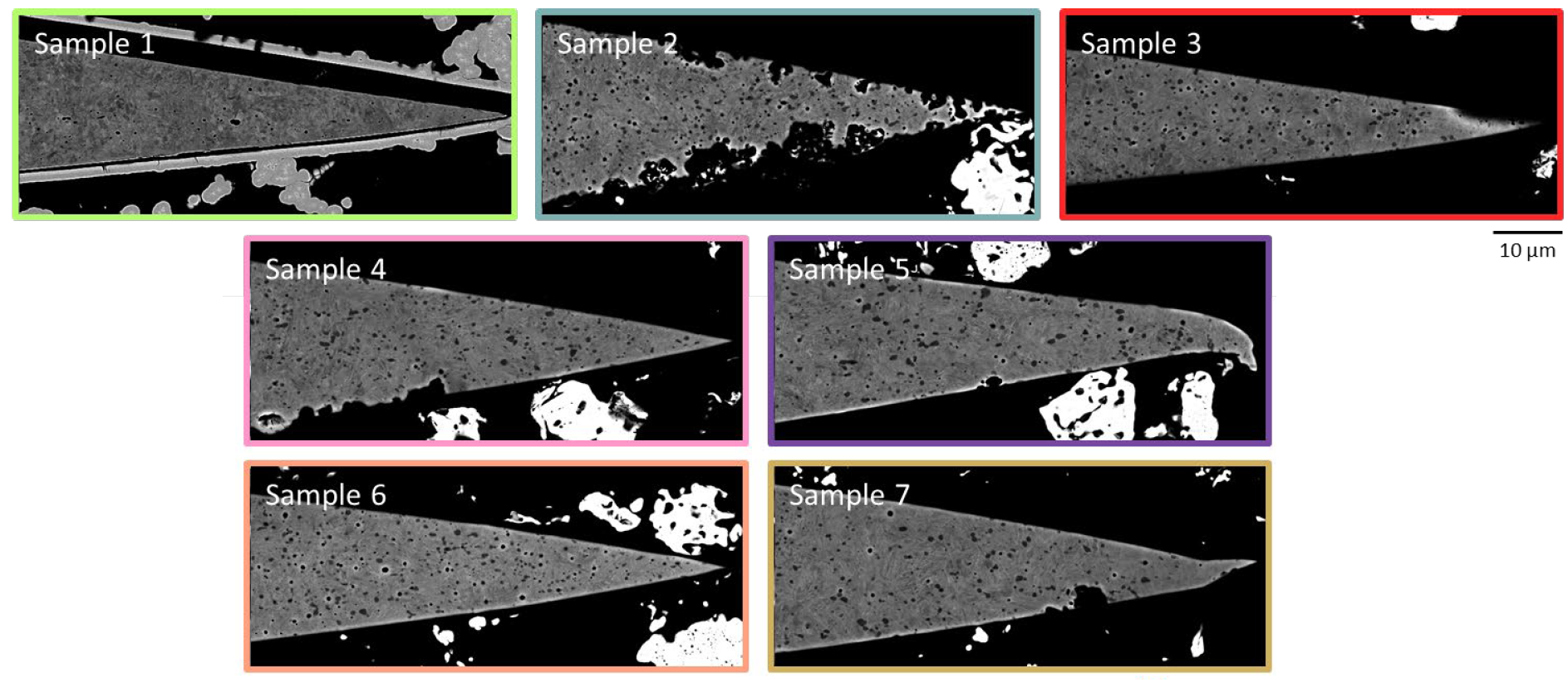
Para confirmar os efeitos mecanísticos da heterogeneidade microestrutural prevista por resultados analíticos e numéricos, experimentos de depilação foram realizados. Nestes experimentos, um microscópio de varredura e um feixe de íons focalizado permitiram uma visão detalhada da microestrutura durante a deformação. As lâminas utilizadas no experimento foram parcialmente fresadas, criando um contraste entre a matriz de martensita e os carbonetos, permitindo revelar os mecanismos de dano (fotos abaixo).

Microscopia de lâmina semi-fresada.
Experimentos mostraram que as microfissuras geralmente se originavam nas interfaces entre a martensita e o carboneto, que beiram as irregularidades (esquerda para B) e quando o cabelo está em contato com o componente mais flexível da lâmina. As microfissuras então se propagam em um ângulo, causando descoesão em várias interfaces de carboneto-matriz ou rachaduras do carboneto (à direita para B), bem como microplasticidade nas regiões martensíticas entre elas.
A totalidade dos resultados da modelagem, cálculos e experimentos sugere que o barbear pode causar o início de danos, seu crescimento e coalescência * (na forma de cavacos) em ripas de aço martensítico. Também ficou claro que os chips aparecem antes de outros tipos de dano.
Coalescência * - fusão de partículas na superfície de um corpo (neste caso) ou dentro de um meio móvel (gás, líquido).
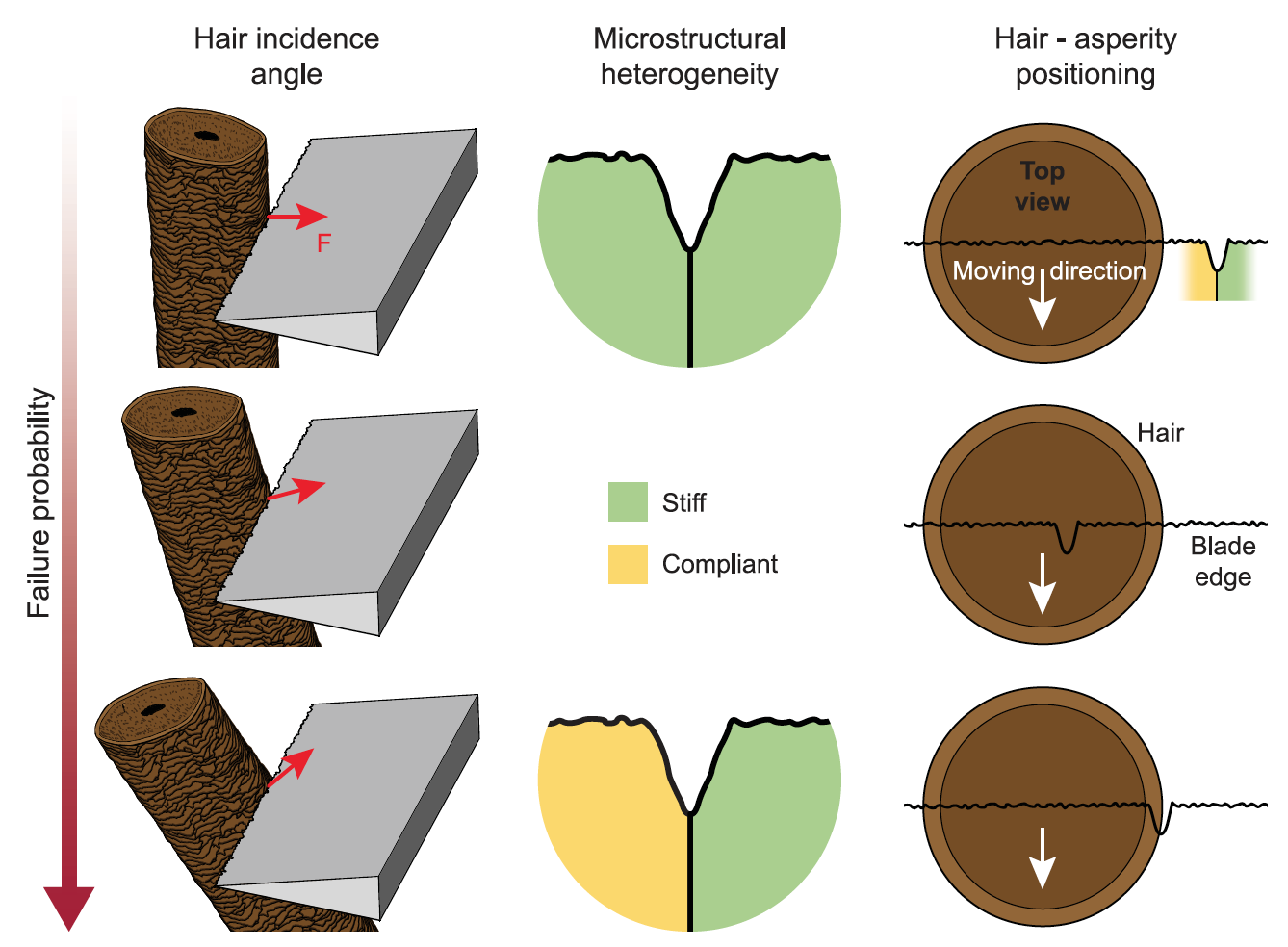
Imagem nº 4
Este processo requer uma combinação de vários fatores para sua implementação (imagem acima):
- um nível suficiente de curvatura do cabelo para criar tensões com um componente significativo do tipo III;
- causada por processamento irregular na borda da lâmina com componentes microestruturais com propriedades bastante diferentes em cada lado;
- o cabelo é posicionado de forma que a ponta extrema fique alinhada com o desnível acima (para maximizar a tensão) e esteja em contato com o lado que contém o componente mais flexível.
Considerando que tais condições são extremamente raras ao mesmo tempo, torna-se claro porque as lâminas convencionais se tornam inadequadas para o barbear não imediatamente (após o primeiro uso), mas após uma série de ciclos de barbear.
Para um conhecimento mais detalhado das nuances do estudo, recomendo que você leia o relatório dos cientistas e materiais adicionais a ele.
Epílogo
O fato de as lâminas ficarem cegas após um certo número de barbeados é bem conhecido e compreendido. Porém, neste trabalho, os cientistas decidiram considerar em detalhes os menores processos que ocorrem durante o desgaste das lâminas de barbear. Este trabalho não trata tanto de navalhas, mas de ligas e outros materiais usados em diferentes indústrias para cortar algo. Para saber o que causa danos ao material, você encontra uma maneira de evitá-los.
Os cientistas notaram que as lâminas estão mais sujeitas a lascar se a microestrutura do aço não for uniforme. Naturalmente, o ângulo em que as lâminas entram em contato com os fios, assim como os defeitos na microestrutura das lâminas, também desempenham um papel importante na formação de fissuras.
Curiosamente, o desgaste real das lâminas de barbear de aço não aumentou muito durante os experimentos. As lâminas permaneceram afiadas por muito tempo, mas formaram-se lascas em suas pontas, o que atrapalhou o "desempenho" das navalhas. Neste caso, os chips foram formados apenas em determinados locais, ou seja, sob certas condições: quando a lâmina estava em contato com o cabelo em um ângulo, quando o aço da lâmina era de composição irregular e quando o cabelo estava em contato com a lâmina em um local onde sua irregularidade era maior.
A principal conclusão é bastante simples - as lâminas tornam-se opacas devido à heterogeneidade de sua composição. O cabelo é muito mais macio que o aço, mas o aço usado nas lâminas é um tipo de material composto, o que reduz muito sua força e resistência a danos. Se você reduzir a heterogeneidade do material, poderá melhorar significativamente suas características mecânicas.
No futuro, os cientistas pretendem continuar suas pesquisas, bem como iniciar uma nova, na qual buscarão novas "receitas" de aço para lâminas, que posteriormente serão muito mais duráveis, afiadas e resistentes que as atuais.
Obrigado pela atenção, fiquem curiosos e tenham uma boa semana de trabalho, pessoal. :)
Um pouco de publicidade
Obrigado por ficar com a gente. Você gosta de nossos artigos? Quer ver um conteúdo mais interessante? Ajude-nos fazendo um pedido ou recomendando a amigos VPS em nuvem para desenvolvedores a partir de US $ 4,99 , um análogo exclusivo de servidores básicos que inventamos para você: The Whole Truth About VPS (KVM) E5-2697 v3 (6 núcleos) 10 GB DDR4 480 GB SSD 1 Gbps de $ 19 ou como dividir o servidor corretamente? (opções disponíveis com RAID1 e RAID10, até 24 núcleos e até 40 GB DDR4).
O Dell R730xd 2x é mais barato no data center Equinix Tier IV em Amsterdã? Apenas temos 2 x Intel TetraDeca-Core Xeon 2x E5-2697v3 2.6GHz 14C 64GB DDR4 4x960GB SSD 1Gbps 100 TV a partir de US $ 199 na Holanda!Dell R420 - 2x E5-2430 2.2 Ghz 6C 128 GB DDR3 2x960 GB SSD 1 Gbps 100 TB - a partir de $ 99! Leia sobre como construir a infraestrutura do prédio. classe com servidores Dell R730xd E5-2650 v4 a um custo de 9.000 euros por um centavo?